

خم کاری یعنی وارد کردن گشتاور خمشی به ورق که بوسیله آن جسم خمیده می شود. در عملیات خم کاری شعاع خم تا حد مشخصی باید باشد زیرا ممکن است فلز دچار ترک خوردگی شود. اگر شعاع خم سه برابر ضخامت ورق باشد احتمالا ترک خوردگی صورت نمیگیرد. در خم کاری به حداقل شعاع خم حد شکل دادن می گویند. در مورد فلزات نرم، شعاع خم میتواند به اندازه صفر باشد و این فلزات را میتوان به راحتی خم کرد. برای جلوگیری از آسیب به تجهیزات، باید شعاع خم از 8/0 میلی متر بیشتر باشد. شعاع خم ورق های با مقاومت بالا میتواند حدود 4 برابر ضخامت ورق باشد.
فرم دهی ورق در قطعه سازی اهمیت بالایی دارد و بسیاری از فلزهای مصرفی مثل سینی ها تا پارتیشن های صنعتی به کمک خم کاری ورق تولید می گردند. در واقع خم کاری ورق برای تبدیل ورق های صاف و تخت از جنس فلز به شکلی دلخواه بدون نازک شدن آن قسمت از ورق صورت می گیرد. یکی از فرایندهای شکل دادن ورق عملیات خم کاری است. خم کاری پروسه ای است که در بیشتر متدهای شکل دادن وجود دارد. مانند ایجاد منحنی در یک ورق و یا تولید ناودانی با مقطع u و v .
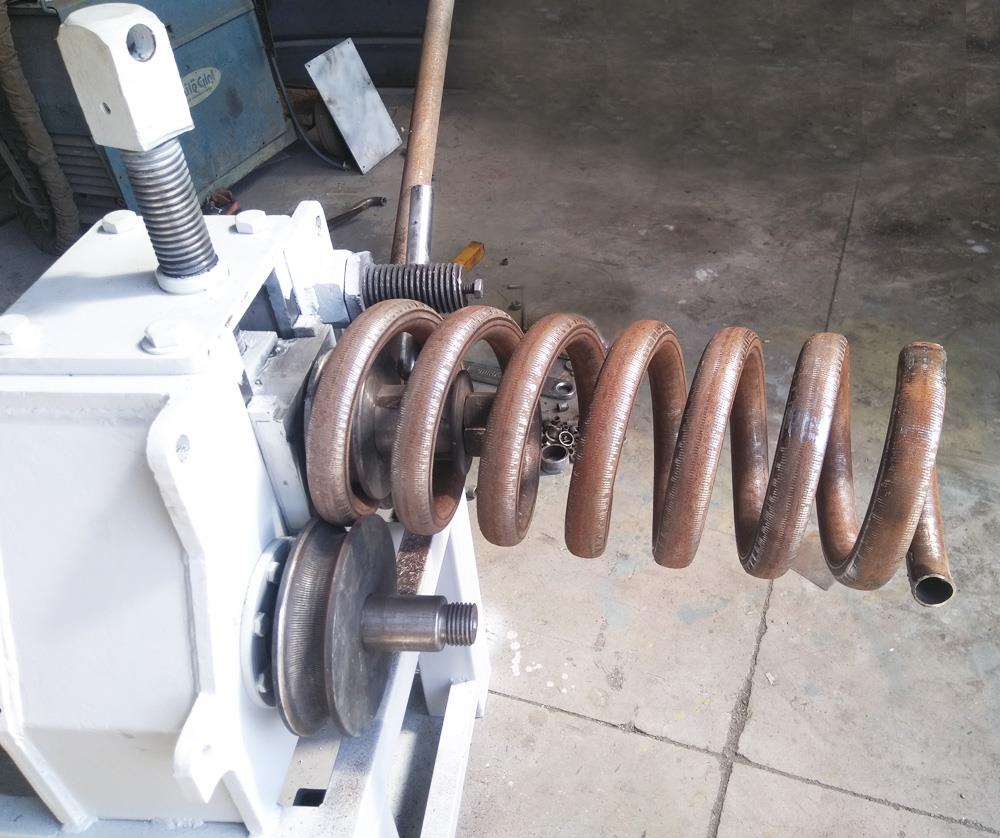
در برخی ورقکاری ها به مواردی می رسیم که برای ایجاد شکل و فرم دلخواهمان به عملیات خم کاری برخورد می کنیم. مانند افزایش مقاومت در مقابل خمش و یا ایجاد اتصال. وسایلی که برای این کار استفاده می شود بسیار زیاد است که یکی از آنها دستگاه خم کاری یا خمکن است.
انواع دستگاه خم کن:
- خمکن لوله دستی
- خمکن برقی
متدهای خم لوله و پروفیل:
معمولا قطعات و فلزاتی که برای خم کاری استفاده می شوند یا به شکل v خم کاری گونیایی و یا خم کاری ناودانی یا شکل u خواهند داشت. دستگاههای مختلفی جهت خمکاری طراحی و ساخته شده است که در صنایع مختلف بر اساس آنچه نیاز هست بکار گرفته می شود. معمولا در این دستگاه ها از چهار روش برای خمکاری لوله و دیگر قطعات استفاده می گردد که شامل موارد زیر است:
- خمکاری پرسی
- خمکاری فشاری
- خمکاری کششی
- خمکاری نوردی