دوره آموزش رایگان PLC | انتخاب مد کنترل دستی یا اتوماتیک :
هدف سیستم کنترلی:
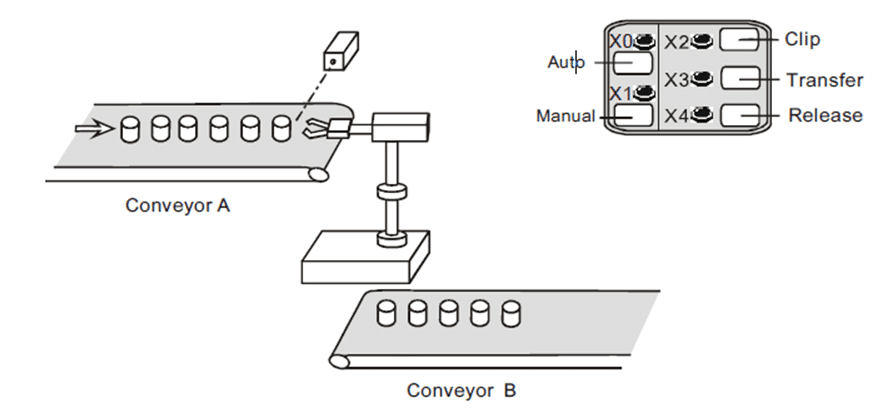
- با فشردن دکمه کنترل دستی X1، بازوی ربات به صورت کنترل دستی پروسه را اجرا می کند. در این حالت، کنترل پروسه طی سه مرحله انجام می شود.
- با فشردن شستی X2، ربات محصول را از روی کانوایر A بر می دارد.
- با فشردن شستی X3، ربات محصول را به سمت کانوایر B انتقال می دهد.
- با فشردن شستی X4، ربات محصول را روی کانوایر B رها می کند.
- برای اجرای مجدد پروسه، باید شستی X1 مجددا فشرده شود.
- با فشردن شستی کنترل خودکار X0، بازوی ربات به صورت اتومایتک پروسه را در سه گام انجام می دهد.
- ربات محصول را از روی کانوایر A بر می دارد.
- ربات محصول را به کانوایر B انتقال می دهد. (در مدت زمان 2 ثانیه)
- ربات محصول را روی کانوایر B رها می کند.
- برای اجرای مجدد، باید شستی X0، فشرده شود.
- باید دقت شود دو مد کنترل به طور همزمان قابل اجرا نمی باشند.
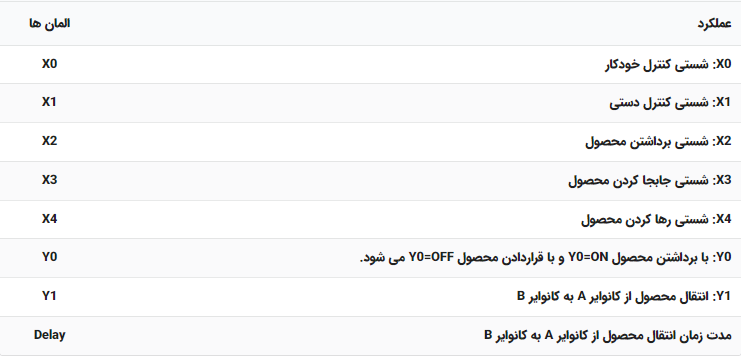
المان های مورد نیاز:
حل مساله با نرم افزار FBD EDITOR شرکت فراروپایا:

شرح برنامه:
- مطابق با Network 1 با فشردن دکمه ی X1، لبه بالا رونده آن تشخیص داده شده و بیت N1 ست و بیت N0 مربوط به کنترل خودکار ریست می شود.
- مطابق با Network 2 در صورت فعال بودن بیت N1 با فشردن شستی X2، خروجی Y0 فعال شده و قطعه از روی کانوایر A برداشته می شود. در ادامه در صورت فعال بودن N1، با نگه داشتن شستی X3 خروجی Y1 فعال شده و قطعه از روی کانوایر A به کانوایر B منتقل می شود. با رها کردن شستی X3 خروجی Y1 خاموش می شود. با فشردن شستی X4 خروجی Y0 ریست شده و قطعه روی کانوایر B رها می شود.
- بیت N1 ریست شده تا برای اجرای مجدد پروسه نیاز به فشرده شدن مجدد شستی Manual باشد.
- مطابق با Network 0 با فشردن دکمه ی X0 لبه ی بالا رونده آن تشخیص داده شده و بیت N0 ست و بیت N1 مربوط به کنترل دستی ریست می شود. همچنین خروجی های Y0 و Y1 ست می شوند.
- مطابق با Network 3 خروجی های Y0 و Y1 بعد از گذشت زمان 2ثانیه ریست می شوند. بدین ترتیب کل پروسه برداشتن، جابجایی و رها کردن قطعه بین دو کانوایر به صورت خودکار انجام می شود.
- بیت N0 ریست شده تا برای اجرای مجدد پروسه نیاز به فشرده شدن مجدد شستی Auto باشد.